



Máy dập lỗ chính xác Servo một điểm 80Ton & 110 tấn C
1 Kiểu thiết bị, tên và số lượng :
|
Mô hình thiết bị |
Tên |
Định lượng |
Ghi chú |
| ST-110 |
Máy ép chính xác tay quay một điểm C khung |
1 |
Trục cấp liệu cơ học được đặt ở phía trước của máy ép |
2 Yêu cầu về năng lượng và môi trường
⑴ Điện áp cung cấp điện: 380V ± 10%, ba pha năm dây
⑵ Áp suất không khí: áp suất 0,6 ~ 0,8mpa
⑶ Nhiệt độ hoạt động: -10 ℃ ~ 50 ℃
⑷ Độ ẩm làm việc: ≤ 85%
3 Tiêu chuẩn thực hiện thiết bị
⑴ GB / T 10924-2009 《Độ chính xác của máy ép cơ mặt thẳng》
⑵ GB / T5226.1-2002 《Yêu cầu kỹ thuật chung đối với máy công nghiệp và thiết bị điện》
⑶ GB5226.1—2002 《Thiết bị điện an toàn cơ khí - điều kiện kỹ thuật chung phần I》
⑷ JB / T1829—1997 《Điều kiện kỹ thuật chung của máy dập rèn》
⑸ GB17120-1997 《Điều kiện an toàn và kỹ thuật của máy rèn》
⑹ JB / T9964—1999 《Yêu cầu kỹ thuật của máy ép cơ mặt thẳng》
⑺ JB / T8609-1997 《Điều kiện kỹ thuật hàn của máy ép rèn》
3.1 Thiết bị phù hợp với tiêu chuẩn kiểm tra độ chính xác cấp 1 JIS của Nhật Bản :
|
Độ chính xác mặt hàng |
Japan JIS 1 lớp |
|
Độ phẳng - Giá trị cho phép xung quanh bàn làm việc thấp hơn(Mm) |
|
|
|
 |
|
Độ song song - giá trị cho phép giữa bề mặt dưới cùng của thanh trượt và bàn làm việc bên dưới(Mm) |
|
|
|
|
|
Chiều dọc của thanh trượt lên xuống với bề mặt bàn làm việc thấp hơn - giá trị cho phép(Mm) |
|
|
|
|
|
Chiều dọc - giá trị cho phép của lỗ trục khuôn đến bề mặt đáy thanh trượt(Mm) |
|
|
|
|
|
Tổng thanh thải - giá trị cho phép của cơ chế vận hành trên và dưới(Mm) |
|
|
|
 |








4 Thông số thiết bị chính
| Tên |
Đơn vị |
STA-80 |
STA-110 |
|
| Sức chứa giả định |
TẤN |
80 |
110 |
|
| Điểm khả năng |
mm |
3.5 |
4 |
|
|
Chiều dài hành trình của con trượt |
Mô hình tuốt |
mm |
50/90/120 |
60/100/130 |
|
Hành trình đầy đủ |
150 |
180 |
||
|
Không tải hành trình mỗi phút của thanh trượt |
Chế độ xoay tương ứng |
SPM |
120/90/80 |
100/80/70 |
|
Tương ứng với toàn bộ hành trình |
~ 70 |
~ 60 |
||
| Chiều cao mô đun tối đa |
mm |
340 |
360 |
|
| Điều chỉnh thanh trượt |
mm |
80 |
80 |
|
| Kích thước bàn làm việc trên (trái phải x trước sau) |
mm |
770x420x70 |
910x470x80 |
|
| Kích thước bàn làm việc phía dưới (trái và phải x trước và sau) |
mm |
1000x550x90 |
1150x600x110 |
|
| Sâu họng |
mm |
280 |
305 |
|
| Mô-men xoắn động cơ servo |
Nm |
3700 |
4500 |
|
| Áp suất nguồn không khí |
kg / cm² |
6 |
6 |
|
| Cấp chính xác |
cấp độ |
Nhật Bản JIS cấp độ 1 |
Nhật Bản JIS cấp độ 1 |
|
5. Yêu cầu kỹ thuật
5.2.1 các đặc điểm cấu trúc chính I
(1) Được xây dựng trong 9 chế độ xử lý, mỗi sản phẩm có thể chọn đường cong xử lý phù hợp nhất để gia công các bộ phận, Để đạt được hiệu quả cao và độ chính xác cao.
(2) So với đột lỗ truyền thống, cấu trúc đơn giản, hiệu suất truyền động cơ học cao và chi phí bảo trì thấp
(3) Theo đặc tính của sản phẩm / vật liệu, tốc độ tạo hình của đột dập có thể được giảm xuống trong quá trình xử lý vật liệu, để đạt được tốc độ tạo hình tối ưu của sản phẩm / vật liệu. Để giảm độ rung, giảm tiếng ồn của quá trình dập, nâng cao độ chính xác của sản phẩm và kéo dài tuổi thọ của khuôn dập.
(4) Theo các sản phẩm khác nhau và chiều cao khác nhau, hành trình đột có thể được thiết lập tùy ý, giúp rút ngắn đáng kể thời gian dập và nâng cao hiệu quả.
Tích hợp 9 chế độ xử lý
5.2.2 đặc điểm cấu trúc chính 2
(1) Xử lý dập tắt tần số cao của thanh dẫn hướng trượt, độ cứng trên hrc45,
Ưu điểm:cải thiện đáng kể khả năng chống mài mòn. (các nhà sản xuất khác không có xử lý dập tắt tần số cao)
(2) Độ nhám bề mặt của thanh trượt và ray dẫn hướng cao tới ra0,4-ra0,8,
Ưu điểm:độ chính xác cao và độ mài mòn thấp. (không xử lý dập tắt và nghiền từ các nhà sản xuất khác)
(3) Độ phẳng của ray dẫn hướng trượt là 0,01mm / m và độ chính xác cao.
Ưu điểm:độ chính xác được cải thiện đáng kể. (các nhà sản xuất khác trên 0,03mm / m)
(4) Tất cả các thành phần mạch không khí của chúng tôi là SMC Nhật Bản. (các nhà sản xuất khác thường sử dụng sản phẩm trong nước).
(5) Chúng tôi sử dụng thương hiệu MAC của Mỹ cho van điện từ phun khí, có độ nhạy cao của phản ứng phun khí.
(6) Trục khuỷu làm bằng 42crda là tốt nhất ở Trung Quốc
Ưu điểm:độ bền cao hơn 30% so với thép 45, và tuổi thọ dài hơn. (các nhà sản xuất khác thường sử dụng thép 45)
(7) Ống bọc đồng được làm bằng zqsn10-1 (Đồng thiếc phốt pho) (tương tự như ống bọc đồng Aida). Các nhà sản xuất khác áp dụng bc6 (đồng thau độ bền cao, còn được gọi là đồng 663), có độ bền (áp suất bề mặt) cao hơn 50% so với đồng thông thường, đồng thời chịu mài mòn và bền hơn, Độ chính xác lâu hơn và tuổi thọ dài hơn.
(8) Tất cả đường ống của chúng tôi đều là Φ 6, và mạch dầu trơn tru và không dễ bị tắc nghẽn. (các nhà sản xuất khác thường sử dụng Φ 4)
(9) Ghế bóng sử dụng hợp kim đồng thiêu kết TM-3 của Nhật Bản (cùng vật liệu với Aida)
Ưu điểm: xác suất cắn giảm đáng kể (các nhà sản xuất chung là gang).
◆ Tác động môi trường
Sản phẩm này không có ảnh hưởng xấu đến môi trường và sẽ không tạo ra khí độc hại.
◆ Xử lý và cài đặt
⑴ Vận chuyển và bảo quản thiết bị:
① Thiết bị áp dụng các biện pháp chống gỉ, chống rung và chống va đập thích hợp trong quá trình đóng gói, có thể đảm bảo vận chuyển và bảo quản ở nhiệt độ 5 ° c ~ 45 ° c.
② Khi vận chuyển và cất giữ thiết bị, cần chú ý đến nó. Thiết bị và bao bì bên ngoài không được tiếp xúc trực tiếp với mưa hoặc nước, và bao bì bên ngoài không được hư hỏng.
⑵ Nâng thiết bị:
Khi nâng và dỡ hàng bằng cần trục, đáy hoặc mặt bên của sản phẩm không được va đập hoặc rung động mạnh.
⑶ Việc cài đặt:
Tháo và vệ sinh sạch sẽ màng nhựa bọc bên ngoài, tháo phích cắm, lắp đầu nối ống PU1 và ống PU, chiều dài ống PU khoảng 700mm.
5.2 Cấu trúc thành phần chính
⑴ Bộ phận cơ khí
Khung được hàn bằng vật liệu Q235B. Sau khi hàn, quá trình tôi luyện được thực hiện để loại bỏ ứng suất bên trong của vật liệu. Vị trí ray dẫn hướng thân máy bay với hai góc của sáu đường dẫn hướng.
⑵ Loại truyền động
Bánh răng truyền động, trục khuỷu và thanh truyền được lắp ráp ở phần trên của máy ép. Động cơ chính được lắp trên bề mặt đo phía sau của khung, bánh đà, ly hợp, v.v.
Ở vị trí mặt sau của khung, bánh đà đã được kiểm tra độ cân bằng trước khi lắp ráp.
Bộ phận bánh răng sử dụng cơ cấu truyền răng thẳng, và vật liệu của nó được làm bằng thép hợp kim có độ bền cao 42CrMo, và quá trình xử lý nhiệt tương ứng được thực hiện.
Khô ly hợp / phanh quán tính thấp. Hệ thống kiểm soát ly hợp / phanh được trang bị thiết bị phát hiện bất thường.
Tất cả các trục tiếp nhận đều được làm bằng vật liệu chịu mài mòn bằng đồng thiếc-phốt pho.
⑶ Thanh trượt
Thanh trượt được làm bằng vật liệu HT250. Hướng dẫn sử dụng thanh dẫn hình chữ nhật hai cạnh sáu cạnh,
Mặt dưới của khối trượt và mặt trên của bàn có rãnh chữ T dùng để lắp khuôn. Chiều cao khối trượt được điều chỉnh bằng động cơ điện trên 80 tấn (bao gồm).
Áp dụng hệ thống bảo vệ quá tải tự động bằng thủy lực.
⑷ Hệ thống bôi trơn
Máy ép được bôi trơn bằng bơ điện và được trang bị hệ thống cảnh báo mức dầu thấp nên rất an toàn và đáng tin cậy. Bộ cân bằng là: bơm cấp bơ bằng tay.
⑸ Hệ thống thiết bị cân bằng
Áp dụng thiết bị cân bằng khối trượt kiểu áp suất không khí, Áp suất không khí có thể được kiểm soát tại van điều chỉnh áp suất không khí.
⑹ Phần điện
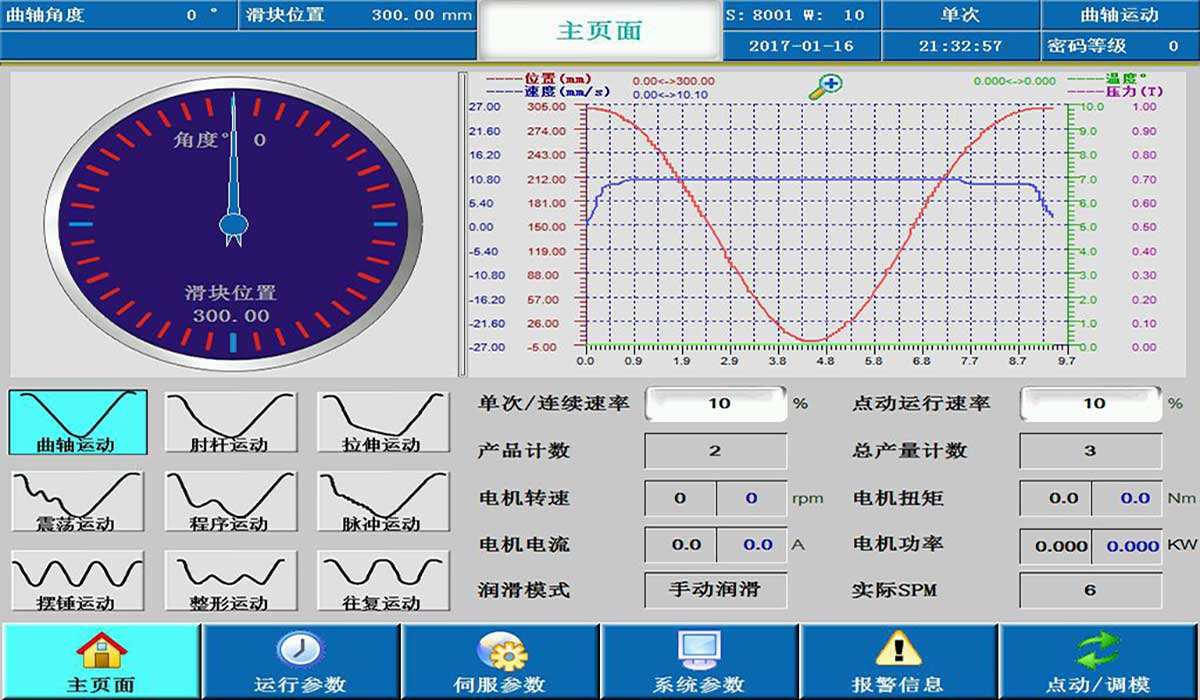
Các thiết bị điện được điều khiển bằng PLC, được trang bị giao diện người-máy mạnh mẽ và hiển thị bằng màn hình cảm ứng của các thương hiệu nổi tiếng.
Đặt trên bảng điều khiển chính, có thể đạt được các chức năng sau:
① Màn hình cảm ứng hiển thị các ký tự Trung Quốc (hoặc chuyển đổi giữa tiếng Trung và tiếng Anh), đơn giản và dễ hiểu, đồng thời hiển thị các thông số dữ liệu khác nhau của máy ép, chẳng hạn như số lần vuốt, Góc CAM điện tử, v.v. Và dữ liệu tương ứng có thể được thiết lập thông qua màn hình cảm ứng;
② Hiển thị luồng làm việc của máy ép, để người vận hành có thể vận hành máy ép dễ dàng hơn,và có chỉ báo trạng thái dòng chảy chính ;
③ Hoạt động và hiển thị thông tin lỗi, do đó các nhà khai thác và bảo trì nhanh hơn để giải quyết các vấn đề báo chí, giảm thời gian chết;
④ Chức năng giám sát thời gian thực điểm đầu vào / đầu ra PLC;
⑤ Đặt màn hình đếm sản phẩm, màn hình này có thể hiển thị số lượng sản phẩm hiện tại trong thời gian thực và đặt số lượng sản phẩm mục tiêu.
⑥ Báo chí điều khiển điện sử dụng nguồn điện ba pha, 380V, 50Hz.
⑦ Động cơ chính được trang bị bảo vệ chống quá tải nhiệt và chống đảo chiều tốc độ 0.
⑧ Việc thực hiện từng chức năng điều khiển cú đấm có chuỗi an toàn tương ứng. Bảng điều khiển được trang bị đèn báo lỗi và nút đặt lại để hoàn thành chức năng đặt lại sau khi xác nhận lỗi.
5.3 Phương thức hoạt động
Nhấn thiết lập nhích, đơn, liên tục ba chế độ hoạt động. Chế độ làm việc được chọn bằng công tắc và điều khiển tập trung bằng nút.
5.4 Các biện pháp an toàn
⑴ Nút dừng khẩn cấp: nhấn nút "dừng khẩn cấp" trong trường hợp nhấn hoạt động bất thường. Máy bấm có ba nút dừng khẩn cấp.
Một trên bảng điều khiển hoạt động, một trên cột, một trên bàn thao tác bằng hai tay; Nhấn bất kỳ nút dừng khẩn cấp nào và quá trình nhấn sẽ dừng ngay lập tức. Vị trí đặt nút dừng khẩn cấp trên cột cách mặt đất khoảng 1,2 mét đáp ứng yêu cầu về công thái học;
⑵ Nút hoạt động bằng hai tay: giới hạn thời gian đồng bộ hóa hai tay xuống là 0,2-0,5 giây;
⑶ Bảo vệ quá tải: khối trượt được trang bị hệ thống bảo vệ quá tải thủy lực để đảm bảo máy ép sẽ không làm hỏng máy ép và chết máy do quá tải.
Quá tải sau khi thanh trượt vẫn ở điểm chết dưới cùng, chỉ có thể sử dụng nhích, đảo ngược trở lại điểm chết trên để điều chỉnh và áp lực, làm việc.
6. Cấu hình của thiết bị
6.1 Phần kết cấu chính
|
Số sê-ri |
Tên bộ phận |
mô hình |
Vật liệu, phương pháp xử lý |
|
1 |
Khung máy |
Mảnh cơ bản |
Vật liệu Q235B |
|
2 |
Bàn làm việc |
Mảnh cơ bản |
Vật liệu Q235B |
|
3 |
Trục khuỷu |
Mảnh cơ bản |
Vật liệu 42CrMo, được làm nguội và tôi luyện Hs42 ± 20 |
|
4 |
bánh đà |
Mảnh cơ bản |
Vật liệu HT-250 |
|
5 |
Thanh trượt |
Mảnh cơ bản |
Vật liệu HT-250 |
|
6 |
Hình trụ |
Mảnh cơ bản |
Vật liệu 45 |
|
7 |
Bánh răng giun |
Mảnh cơ bản |
Vật liệu ZQSn10-1 Đồng phốt pho thiếc |
|
8 |
Sâu |
Mảnh cơ bản |
Vật liệu 40Cr, được làm nguội và tôi luyện Hs40 ± 20 |
|
9 |
liên kết |
Mảnh cơ bản |
Vật liệu QT-500 Xử lý thổi phồng |
|
10 |
Đầu bi răng cưa |
Mảnh cơ bản |
Vật liệu 40Cr, được làm nguội và tôi luyện Hs40 ± 20 |
|
11 |
Hướng dẫn thanh trượt |
Mảnh cơ bản |
Vật liệu HT-250, dập tắt tần số cao hrc45 độ trên |
|
12 |
Đồng (tay áo đồng) |
Mảnh cơ bản |
Vật liệu ZQSn10-1 Đồng phốt pho thiếc |
6.2 Nhà sản xuất / thương hiệu bộ phận chính
|
Nunber |
Tên bộ phận |
Nhà sản xuất / thương hiệu |
|
1 |
Động cơ servo chính |
Dengqi |
|
2 |
Động cơ điều chỉnh thanh trượt |
SANMEN |
|
3 |
PLC |
Omron Nhật Bản |
|
4 |
Công tắc tơ AC |
Pháp Schneider |
|
5 |
Rơ le trung gian |
Omron Nhật Bản |
|
6 |
Phanh ly hợp khô |
Ý OMPI |
|
7 |
Van điện từ đôi |
ROSS Hoa Kỳ |
|
8 |
Rơ le nhiệt, đầu nối phụ |
Pháp Schneider |
|
9 |
nút điều khiển |
Pháp Schneider |
|
10 |
Lọc không khí |
SMC Nhật Bản |
|
11 |
Dầu mù u |
SMC Nhật Bản |
|
12 |
Van giảm áp |
SMC Nhật Bản |
|
13 |
Bơm quá tải thủy lực |
Nhật Bản , Showa |
|
14 |
Nút hai tay |
Fuji Nhật Bản |
|
15 |
Bơm dầu điện |
IHI Nhật Bản |
|
16 |
Ổ trục chính |
Hoa Kỳ Timken / TWB |
|
17 |
Chân chống rung |
Hengrun |
|
18 |
công tắc không khí |
Pháp Schneider |
|
19 |
Bộ chuyển đổi tần số |
ZHENGXIAN |
|
20 |
màn hình cảm ứng |
Kunlun Tongtai |
|
21 |
Con dấu |
Đài Loan SOG |
|
22 |
Bộ đếm đặt trước |
Omron Nhật Bản |
|
23 |
Công tắc nhiều phần |
Siemens, Đức |
|
24 |
Thiết bị thổi khí |
MAC của Mỹ |
|
25 |
Chiếu sáng khuôn chết |
Puju LED |
|
26 |
Giao diện phát hiện nguồn cấp dữ liệu sai được dành riêng |
Đấu dây qua PLC |
|
27 |
Thiết bị bảo vệ quang điện |
LAIEN |
6.3 Danh sách phụ kiện, dụng cụ đặc biệt
|
Tên mục |
Các loại hàng hóa |
Định lượng |
Tùy chọn / tiêu chuẩn |
|
Công cụ bảo trì và hộp công cụ |
phụ kiện |
1 bộ |
Tiêu chuẩn |
6.4 Danh sách thiết bị đặc biệt (cho các tùy chọn)
|
Con số |
Tên |
Nhãn hiệu |
Tùy chọn / tiêu chuẩn |
|
1 |
Trọng tải 2 kênh |
Rikenji Nhật Bản |
Không bắt buộc |
|
2 |
Thiết bị phát hiện nguồn cung cấp sai |
Rikenji Nhật Bản |
Không bắt buộc |
|
3 |
Thiết bị phát hiện điểm chết dưới cùng |
Rikenji Nhật Bản |
Không bắt buộc |
|
4 |
Thiết bị thay đổi khuôn nhanh chóng |
Đài Loan Fuwei |
Không bắt buộc |
|
5 |
Máy cấp liệu |
Đài Loan TUOCHENG |
Không bắt buộc |
|
6 |
Đệm chết (đệm khí) |
tự lập |
Không bắt buộc |
|
7 |
Nhóm cho ăn |
tự lập |
Không bắt buộc |